| 材质 | 20Crmnti |
|---|---|
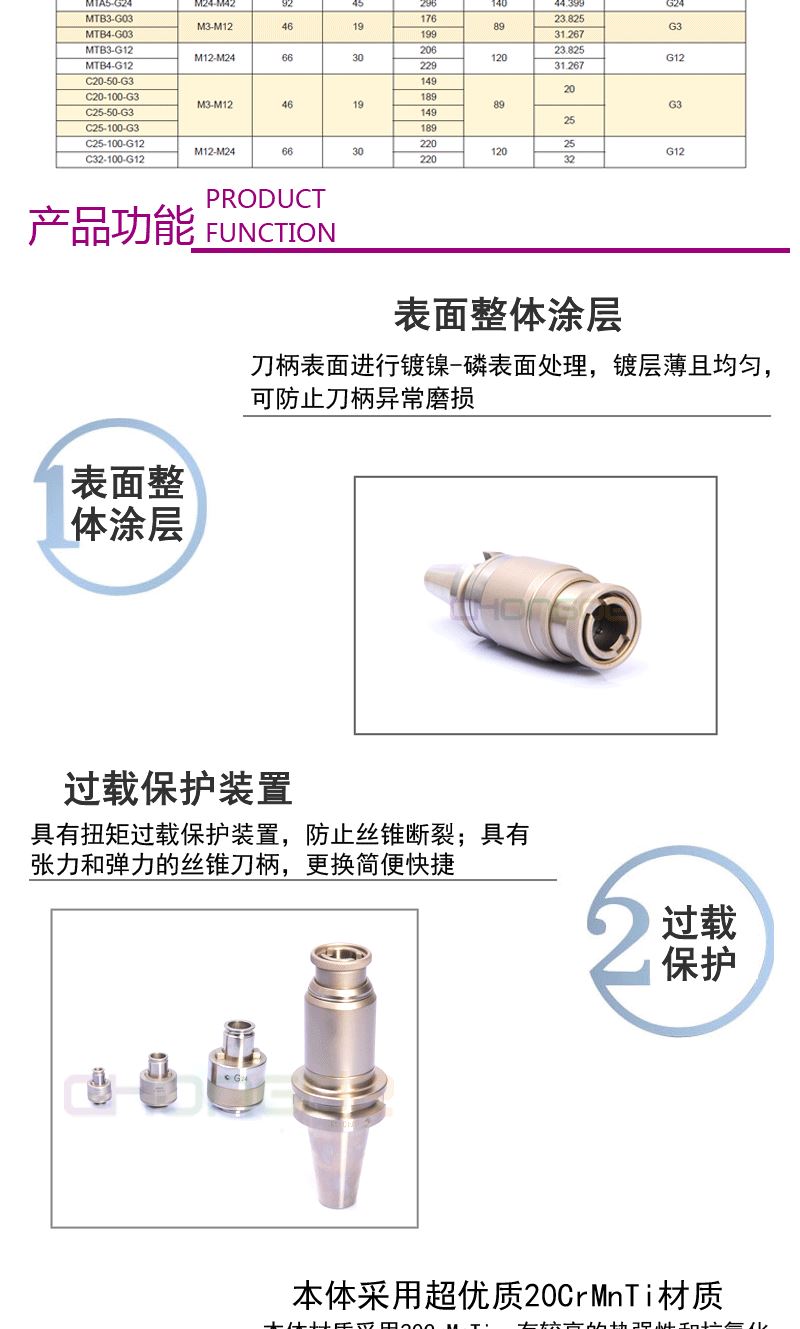
| 规格 | BT/SK/NT/-G3/G12/G24 |
| 精度 | 详见说明 |
| 类型 | 铣削刀具 |
| 适用范围 | 数控加工中心,数控机床 |
| 转速 | 详见说明 |
| 是否标准件 | 标准件 |
| 标准编号 | 详见说明 |
| 样品或现货 | 现货 |
| 是否进口 | 否 |
| 适用机床 | 皆可 |
| 是否库存 | 库存 |
| 是否批发 | 批发 |
| 是否涂层 | 涂层 |
| 品牌 | 崇德 |
| 型号 | BT40-G12 |
| 加工定制 | 是 |
•材质:20CrMnTi;
•渗碳深度:0.8;
•硬度:56-60HRC;
•柄体锥度精度等级按≤AT3;
•攻丝夹头具有螺距补偿装置在前,后,攻丝夹头具有转矩过载保护装置,防止丝锥折断;
•夹头有不同直径可以通过调整螺母,得到不同的滑动力矩;
•深冷处理:长时间的深冷处理(-180℃,超长20小时)使残余奥氏体向马氏体和纳米碳化物颗粒沉淀,提高刀柄硬度,韧性和耐久性,降低残余内应力;
•热时效处理:长时间的热时效处理有效去除磨加工时的残余内应力;
•喷砂和涂层外观;
1. 用途Usage
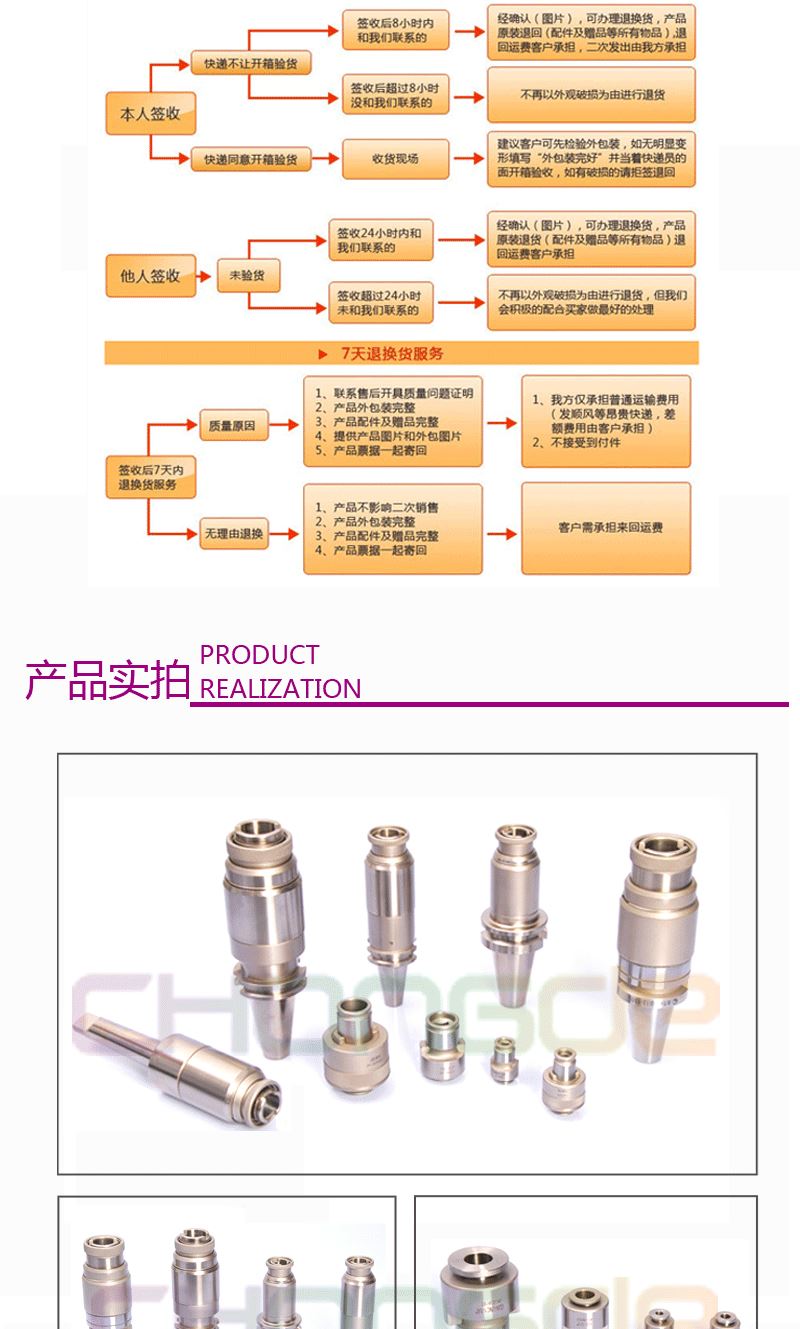
攻丝夹头由主体和丝锥夹头两部分组成 。主体具有前有螺距补偿装置,丝锥夹头具有扭矩过载保护装置,攻不同的材料,只要调节夹头螺母,即可得到不同扭矩。广泛应用于钻,车,镗,加工中心及攻丝专用机床的攻丝加工。
2. 柄体与主轴连接
将柄体外锥及机床主轴仔细擦净,装配后用橡胶锤轻击柄体端面,确保与机床主轴的可靠
联接。(自动机械手柄体无需轻击)
3.丝锥与夹头装取
丝锥与夹头规格相对,按下定锁套放入丝锥松开自动锁定; 按下定锁套取出丝锥。
4.夹头与柄体链接
按下制动套,丝锥夹头插进柄体内控,凹凸槽对准推进,制动套下移,自动锁定。
5、夹头扭矩调整
夹头经用过一段时间使用及攻的材料不同,夹头扭矩变小,调整时取下卡簧,用扳手顺时针旋转,扭矩会变大;逆时针旋转,扭矩会变小. 调整好扭矩,小孔与螺母槽对准,装入卡簧,再使用保持清洁。